



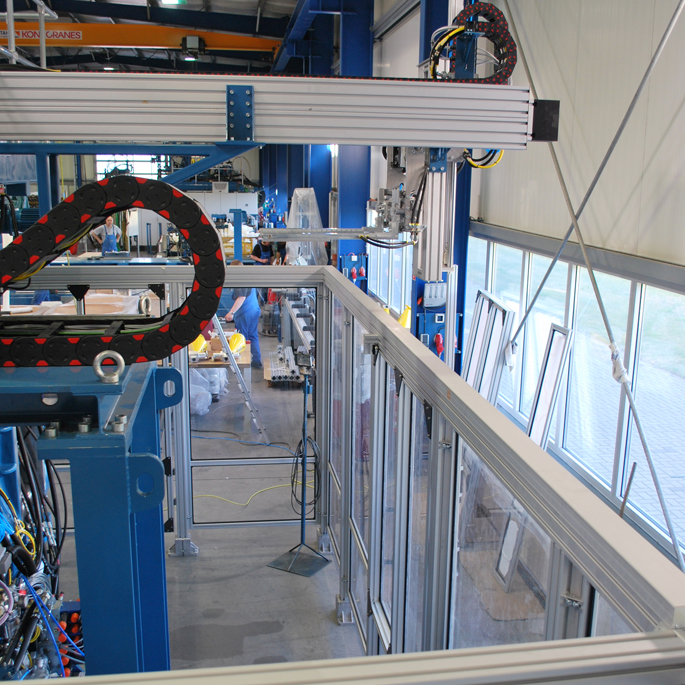
Flexible safety guard made of aluminium
Supplier of these linear units and profile systems made of aluminium is RK Rose+Krieger GmbH in Minden. "We discovered the RK product range in 2008 at an exhibition held by RK's distribution partner, Erhard Peters", recalls manager Thomas Koetke. Impressed by what he had seen, he invested in protective housing from Rose+Krieger's Blocan® Profile System shortly after. The special assembly system enables connection of individual aluminium profiles without the need for any laborious machining of the ends. "The profiles are simply cut to length and assembled. And more than 110 different profile sizes and cross-sections can be quickly and easily assembled using this connection method", explained Erhard Peters. Using the individual components of its Profile Assembly System, RK has developed an aluminium safety guard with a wide range of panel sizes. It is primarily based on standardised safety distances for upper and lower limbs (EN 294 and EN 811) and enables fast on-site assembly and optimum adaptation to local conditions. The simple dismantling/assembly of individual elements considerably facilitates maintenance work on the protected plant.

Another major advantage for MBK is the fact that the profiles from the Blocan® Profile System are compatible not only with each other, but also with all other RK products. The specialists also use Rose+Krieger linear technology in their blow moulding machines. In this context, its latest development, the TBA 300 D, is currently equipped with a range of belt and spindle-driven linear units and electric lifting columns. The twin machine with two clamping units will now be used for the manufacture of plastic tanks for installation in ride-on mowers, quads and snowmobiles.
Powerful and precise linear actuators
With the TBA 300 D, the design needed to incorporate one transfer device per clamping unit for the finished plastic tanks and a nozzle changing system. "Because the transfer device is pretty heavy, the linear unit, which is used to move it approx. two metres horizontally, needed to be able to easily withstand high lateral moments", said Thomas Koetke. For this reason, he opted for the RK DuoLine Z 160 with a total length of 2.5 metres. The powerful linear guide can handle forces of up to 6000 N in both the x and the y direction and moments of a maximum 500 Nm in the x-axis (Mx). In this particular case, it needed to be able to handle Mx = 320 Nm. Driven by a Siemens servo motor with planetary gearing and energy recovery, the 410 mm long carriage is able to achieve a speed of one metre per second (v = 1 m/s). The repeatability of the linear unit is ±0.05 mm. The linear actuators in the belt-driven version offer one major advantage: flexible positioning of the motor with metal bellows and elastomer coupling, thanks to pulley boxes with hollow shafts. The configuration of the motor shaft can also be changed retrospectively. Furthermore – like all RK linear guides – they also offer extremely high efficiency and a low no-load torque. The maximum travel speeds are independent of the overall length, and the central lubricating access on the carriages facilitates maintenance.
For precise adjustment of the transfer device, Koetke opted for the spindle-driven timing-belt unit EP 40 with a length of 500 mm and a scale. The robust twin tube unit compensates for high bending moments. In the application described here, it is operated by crank handle, but is also available with motor-driven adjustment. In the EPX version of the linear unit, the two carriages are linked via a large-area fixing plate and can handle extremely high moments. This was one of the primary reasons that Koetke decided to choose an EPX 60 for its tool change car. This serves the fine adjustment of the tool in the X and Y direction. The separate mobile tool change device – which can be operated by one person – moves into the hollow body blow moulding machine, grabs the nozzle and removes and lowers it.

For precise adjustment of the transfer device, Koetke opted for the spindle-driven timing-belt unit EP 40 with a length of 500 mm and a scale. The robust twin tube unit compensates for high bending moments. In the application described here, it is operated by crank handle, but is also available with motor-driven adjustment. In the EPX version of the linear unit, the two carriages are linked via a large-area fixing plate and can handle extremely high moments. This was one of the primary reasons that Koetke decided to choose an EPX 60 for its tool change car. This serves the fine adjustment of the tool in the X and Y direction. The separate mobile tool change device – which can be operated by one person – moves into the hollow body blow moulding machine, grabs the nozzle and removes and lowers it.